Cylinder heads
All threads will be cleaned or repaired with helicoil inserts if necessary, usually a very time consuming effort since broken bolts especially in the intake manifold area are very hard and can only be removed with special and very expensive hard metal drills.
Once a head has passed crack detection and pressure testing all new valve guides will be installed. Existing guides will be pressed or bored out and replaced with either new cast iron valve guides or bronze liner inserts and machined to final size to ensure integrity and proper valve stem clearance.
Only a new valve guide can ensure proper centering of the valve in its seat. Worn valve guides will also cause a higher oil consumption as the valves will literally suck oil into the combustion chamber with each opening cycle, even with new valve stem seals installed.
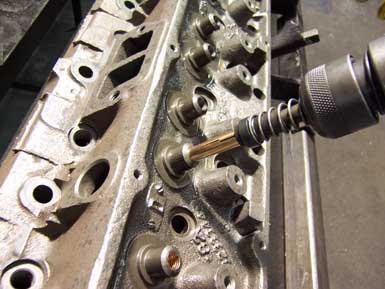
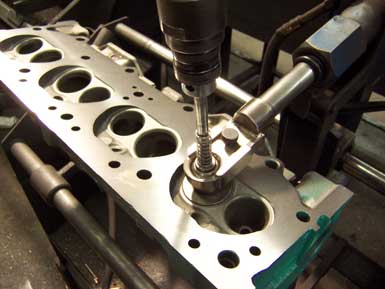
In a next step all valve seats will be machined with a 3-angle cut. Any seats worn beyond reparability or seats in heads for LPG use will be replaced with special seat inserts: factory seats will be cut to proper depth and diameter to accommodate a pressed fit for the new seat insert. The head will be warmed up in an oven while the inserts are being frosted in liquid nitrogen. Once merged, the insert will expand, causing a secure pressed fit before being finished with a 3-angle cut.
Cylinder heads with overhead camshaft will also be checked for proper camshaft alley line-up before rebuilding.
In a final machining step the head gasket surface and if necessary the exhaust manifold gasket area will be resurfaced before the head will be assembled with new valves, new valve stem seals, springs, retainers and new keepers. A vacuum test will confirm a correct sealing valve seat and proper valve steam clearance: Too much vacuum would indicate a lack of valve stem clearance while not enough vacuum usually indicates a leaking valve seat or too much valve stem clearance. As you see we do not leave anything to chance with our rigorous quality controls.
